Bingo TIG umatshini welding



Sijonge Ngezenzo!








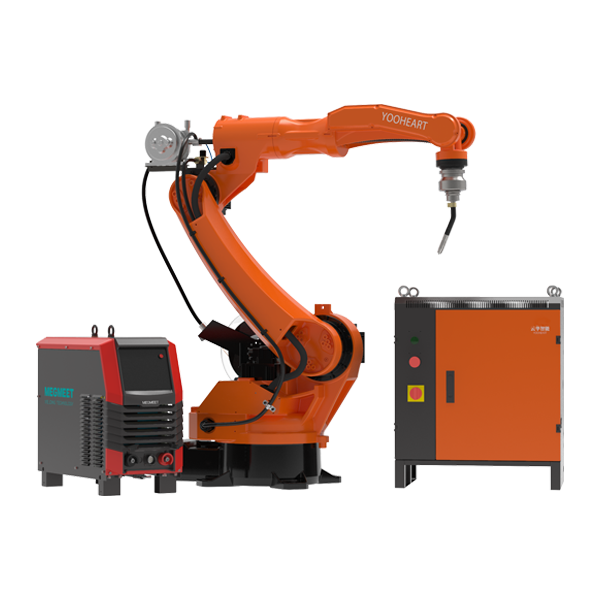
Umzekelo odumileyo ulandelayo
Umthombo wamandla we-TIG, iManuwali kunye nemodeli yeRobhothi, Xhasa iprotocal yonxibelelwano eyahlukeneyo
WSME 315/400/500/630
Umatshini wokuwelda we-AC kunye ne-DC pulse argon arc
Imisebenzi:
I-AC rhoqo ye-TIG yangoku, i-AC pulse TIG, i-DC ehlala i-TIG yangoku, i-AC pulse TIG, i-manual mental-arc welding.
Ishishini lesicelo:
I-Aerospace, i-space division, i-petrochemical industry, i-heater exchanger, ifenitshala ye-aluminium kunye nokukhanya kwebhayisikile.
Iimbonakalo:
Iphaneli yokusebenza enoyilo olufanelekileyo, imisebenzi etyebileyo kunye nokusebenza kakuhle;
◆Iparamitha yewelding inokumiselwa ngokuchanekileyo;
◆ I-AC frequency kunye nobubanzi bokucoca bunokulungelelaniswa ngokuzimeleyo ukuhlangabezana neemfuno zenkqubo ye-welding yeemveliso ezahlukeneyo ze-aluminium;
◆Inogwayimbo olulula lwe-arc, i-arc yombane ezinzileyo kunye ne-weld pool elawulwa ngokulula;
◆ I-argon arc welding inokukhusela i-welding gun ekunciphiseni kwamanzi;
◆I-welding current inokulawulwa kude;
◆ Ukungena kwe-weld kunye nobubanzi be-weld obufunwa yi-joint weld kunye nenani le-waveform linokufumaneka ngohlengahlengiso lwe-pulse yangoku, i-frequency frequency, i-duty ratio, i-alternating current, i-AC frequency, i-proportion ye-clean kunye ne-AC bias ratio xa i-AC argon. i-arc welding isetyenziselwa ukwandisa ubomi benkonzo, ngokukodwa kwi-welding ezenzekelayo kunye ne-robot welding.



| Umzekelo | WSME- -315R | I-WSME-400 | WSME- 500 | I-WSME-630 |
| Ilinganiswe igalelo lombane / rhoqo | Isigaba sesithathu380V (+/-) 10% 50Hz | |||
| Umthamo wongeniso ulinganisiwe (KVA) | 12.1 | 17.1 | 25.7 | 34.7 |
| Igalelo langoku (A) | 18.5 | 26 | 39 | 53 |
| Uzinzo lomthwalo olinganiselweyo (%) | 60 | 60 | 60 | 60 |
| I-voltage ephuma ngaphandle komthwalo (V) | 63 | 70 | 79 | 79 |
| Uluhlu lwangoku lwemveliso (A) | 5~315 | 5-400 | 20~500 | 20-630 |
| I-Arc iqala ngoku (A) | 10~315 | 10-400 | 20~500 | 20-630 |
| Incopho yangoku (A) | 5~315 | 10-400 | 20~500 | 20-630 |
| I-arc yokumisa yangoku (A) | 5~315 | 10-400 | 20~500 | 20-630 |
| Ixesha lokuhamba kwangaphambili (S) | 0.1~15 | |||
| Ixesha lokuyeka ukumisa igesi (S) | 0.1-20 | |||
| I-Pulse frequency (Hz) | 0.2~20 | |||
| Umsebenzi wePulse (%) | 1-100% | |||
| I-AC frequency (Hz) | 20-200 | 20-200 | 20-100 | 20-100 |
| TIG isitayile somqhubi we-arc | HF arc | |||
| Ithrust yangoku (A) | 30-315 | 50-400 | 50-500 | 50-630 |
| Imo yokupholisa | Ukupholisa amanzi | |||
| Ibakala le-insulation | H/B | |||
WSM 315/400/500
Umatshini wokuwelda we-DC pulse argon arc



Imisebenzi:
DC rhoqo TIG yangoku, DC pulse TIG, manual metal-arc welding.
Ishishini lesicelo:
Ishishini lePetrochemical, inqanawa yoxinzelelo, ukwakhiwa kwamandla ombane, inqanawa, ibhayisekile, amandla enyukliya kunye nokubeka imibhobho.
Iimbonakalo:
◆Iphaneli yokusebenza enoyilo olufanelekileyo, imisebenzi etyebileyo kunye nokusebenza kakuhle;
◆Iiparamitha ezinjengokunyuka okucothayo kunye nokuhla kancinci kombane, ukuphindaphindeka kwempembelelo, umlinganiselo womsebenzi, ixesha lonikezelo lwerhasi oluphambili kunye nonikezelo lwerhasi ebambekayo lunokusetwa ngokuchanekileyo;
◆ I-manual metal-arc welding inokulungelelanisa umbane we-arc ukubetha kunye ne-thrust, kunye nokubetha okulula kwe-arc kunye nokuthintela ukubambelela kwintonga ye-welding;
◆ I-argon arc welding inokukhusela i-welding gun ekunciphiseni kwamanzi;
◆ Ineendlela ezimbini kunye nezinyathelo ezine zokulawula i-welding;
◆Incinci kwaye ikhaphukhaphu kwaye ilungele ukuhamba;
◆ I-current kunye ne-voltage inokuboniswa ngaxeshanye.Umjelo we-welding unokumiselwa ngokuchanekileyo;
◆TIG ingakhetha indlela yokunyuswa kwamatyeli aphezulu okubetha i-arc.
| Umzekelo | I-WSM-315 | I-WSM-400 | WSM-500 | ||
| Ilinganiswe igalelo lombane/ukuphindaphinda | Isigaba sesithathu380V (+/-) 10% 50Hz | ||||
| Umthamo wongeniso ulinganisiwe (KVA) | 11.2 | 17.1 | 23.7 | ||
| Igalelo langoku (A) | 17 | 26 | 36 | ||
| Uzinzo lomthwalo olinganiselweyo (%) | 60 | 60 | 60 | ||
| I-DC rhoqo yangoku Welding current (A) | 5~315 | 5-400 | 5~500 | ||
| DC pulse | Incopho yangoku (A) | 5~315 | 5-400 | 5~500 | |
| Isiseko sangoku (A) | 5~315 | 5-400 | 5~500 | ||
| Umsebenzi wePulse (%) | 1-100 | ||||
| I-Pulse frequency (Hz) | 0.2~20 | ||||
| TIG | I-Arc iqala ngoku (A) | 10-160 | |||
| I-arc yokumisa yangoku (A) | 5~315 | 5-400 | 5-500 | ||
| Ixesha lokuhamba kwangaphambili (S) | 0.1-15 | ||||
| Ixesha lokuyeka kwegesi (S) | 0.1-20 | ||||
| TIG isitayile somqhubi we-arc | HF arc | ||||
| I-arc yesandla yeWelding yangoku (A) | 30~315 | 40-400 | 50~500 | ||
| Imo yokupholisa | Ukupholisa amanzi / Ukupholisa umoya | ||||
| Ibakala lokukhusela iqokobhe | IP21S | ||||
| Ibakala le-insulation | H/B | ||||
I-WSM -S/YS 400
Umatshini wokuwelda we-DC pulse argon arc
| Umzekelo | I-WSM-400S/YS | ||
| Ilinganiswe igalelo lombane/ukuphindaphinda | Isigaba sesithathu380V (+/-) 10% 50Hz | ||
| Umthamo wongeniso ulinganisiwe (KVA) | 17.1 | ||
| Igalelo langoku (A) | 26 | ||
| Uzinzo lomthwalo olinganiselweyo (%) | 60 | ||
| I-DC rhoqo yangoku Welding current (A) | 5-400 | ||
| DC pulse | Incopho yangoku (A) | 5-400 | |
| Isiseko sangoku (A) | 5-400 | ||
| Umsebenzi wePulse (%) | 1-100 | ||
| I-Pulse frequency (Hz) | 0.2~20 | ||
| Ixesha lokuhamba kwangaphambili (S) | 0.1-15 | ||
| Ixesha lokuyeka kwegesi (S) | 0.1-20 | ||
| Indlela yokusebenza ye-arc yokumisa yangoku | Amanyathelo amabini, Amanyathelo amane | ||
| TIG isitayile somqhubi we-arc | HF arc | ||
| Imo yokupholisa | Ukupholisa amanzi / Ukupholisa umoya | ||
| Ibakala lokukhusela iqokobhe | IP21S | ||
| Ibakala le-insulation | H/B | ||
Imisebenzi:
DC rhoqo TIG yangoku, DC pulse TIG.
Ishishini lesicelo:
Ishishini lePetrochemical, inqanawa yoxinzelelo, ukwakhiwa kwamandla ombane, inqanawa, ibhayisekile, amandla enyukliya kunye nokubeka imibhobho.
Iimbonakalo:
◆Iphaneli yokusebenza enoyilo olufanelekileyo, imisebenzi etyebileyo kunye nokusebenza kakuhle;
◆Iiparamitha ezinjengokunyuka okucothayo kunye nokuhla kancinci kombane, ukuphindaphindeka kwempembelelo, umlinganiselo womsebenzi, ixesha lonikezelo lwerhasi oluphambili kunye nonikezelo lwerhasi ebambekayo lunokusetwa ngokuchanekileyo;
◆ I-manual metal-arc welding inokulungelelanisa umbane we-arc ukubetha kunye ne-thrust, kunye nokubetha okulula kwe-arc kunye nokuthintela ukubambelela kwintonga ye-welding;
◆ I-argon arc welding inokukhusela i-welding gun ekunciphiseni kwamanzi;
◆ Ineendlela ezimbini kunye nezinyathelo ezine zokulawula i-welding;Incinci kwaye ilula kwaye ilungele ukuhamba;
◆ I-current kunye ne-voltage inokuboniswa ngaxeshanye.Umjelo we-welding unokumiselwa ngokuchanekileyo;
◆ I-TIG ingakhetha indlela yokunyuswa kwamatyeli aphezulu okubetha i-arc;
◆Isixokelelwano esakhelwe ngaphakathi socingo oluluqilima luneemenyu ezityebileyo zokutyisa ngocingo, ezinokuhlangabezana neemfuno zenkqubo ezahlukeneyo;
◆Ireyithi yesondlo socingo kunye ne-pulse current match ngokuzenzekelayo.



Ukuqwalaselwa kweWelder
Xa iipleyiti ezimbini zentsimbi ezinobunzima obahlukeneyo zibotshelelwa kunye, ukuze kuthintelwe uxinzelelo olukhulu olubangelwa utshintsho olukhawulezayo lwecandelo elinqamlezileyo, umphetho wepleyiti etyebileyo udla ngokucuthwa kancinci ukuze ufezekiseke ubukhulu obufanayo kwimiphetho emibini.Amandla angatshintshiyo kunye nokudinwa kwamalungu empundu aphezulu kunamanye amalungu.Ukudibanisa phantsi kokutshintshana, imithwalo yothuso okanye ukusebenza kwiqondo lokushisa eliphantsi kunye neenqanawa zoxinzelelo oluphezulu, i-welding ye-butt joints ihlala ikhethwa.Ukulungiswa kwangaphambili kwe-welding ye-lap joint ilula, i-asembly ilungile, kwaye i-welding deformation kunye ne-residual stress incinci, ngoko isoloko isetyenziselwa ukufakwa kwamalungu kunye nezakhiwo ezingabalulekanga kwisayithi.Ngokuqhelekileyo, i-lap joints ayifanelekanga ukusebenza phantsi kweemeko ezifana nokutshintshana kwemithwalo, i-corrosive media, amaqondo obushushu aphezulu okanye aphantsi.Ukusetyenziswa kwe-T-joints kunye neekona zekona ngokuqhelekileyo ngenxa yeemfuno zesakhiwo.Iimpawu zokusebenza ze-fillet welds ezingaphelelanga kwii-T-joints zifana ne-fillet welds kwi-lap joints.Xa i-weld i-perpendicular ukuya kwicala lamandla angaphandle, iba yi-weld ye-fillet yangaphambili.Ngeli xesha, imilo ye-weld surface iya kubangela amanqanaba ahlukeneyo oxinzelelo loxinzelelo;uxinzelelo lwe-penetration fillet weld lufana nolo lwe-butt joint.
Kutheni Khetha thina
SIYACALA
IBHAYINGOephanda rhoqo kwaye ayiphuhliseitekhnoloji ye-welding ekrelekrelevumela izixhobo zokuwelda ngaphezuluukuya kwihlabathi
SIYATHANDA
Ngoku iye yachatshazelwa kwaye yathandwangamazwe amaninzikwilixa elizayo
SIYAMANGALISA
Siza kutyala imali eninzi kwizibonelelor okuqhubekayo & d kunye nemvelisoBheka phambiliungaze uyeke